
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

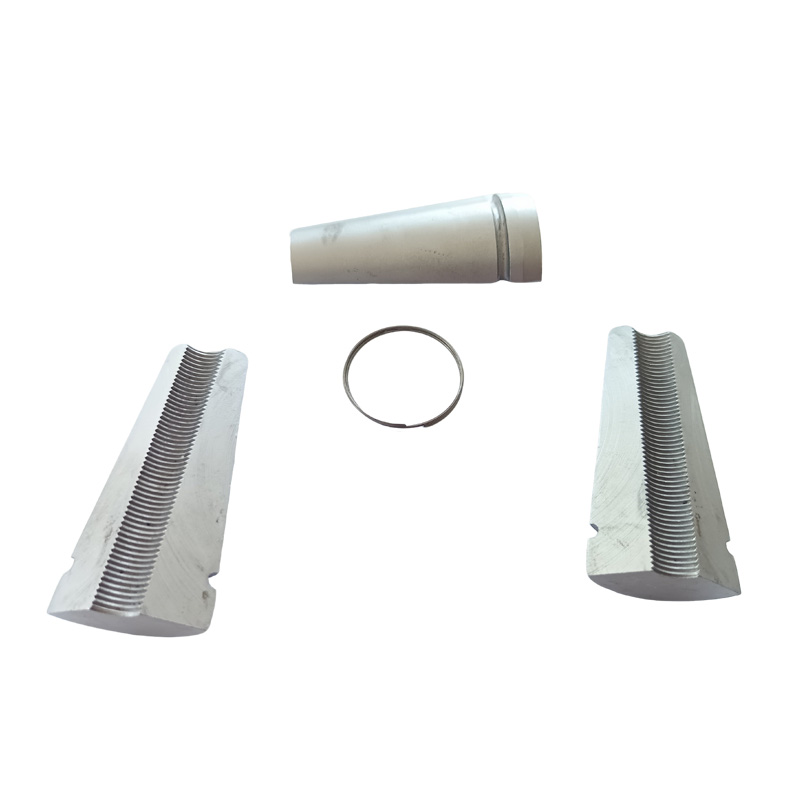
Külm sepistatud pingutuskiilud
Xiaoguo® võimaldab kohandada külmsepistatud järelpingekiilude pinnahammasmustrit. Seda töödeldakse täpselt vastavalt teie vajadustele, et moodustada ühtsed hambamustrid, mis võivad kindlalt hammustada 12,7–17,8 mm terastrosse. Isegi kui pingutusjõud ulatub kuni 2000 MPa, ei libise see. Kas soovite sellist toodet?
Saada päring
Tootekirjeldus
Materjal
Cold Forged Post Tension Wedges materjalide valik mõjutab otseselt selle lõplikku jõudlust, eriti tasakaalu pinna kulumiskindluse ja südamiku sitkuse vahel.
Levinud materjalisüsteemid:
(1) 20CrMnTi (eelistatud)
Madala süsinikusisaldusega legeeritud terasena on see eelistatud materjal ülitugevate eelpingestatud kiilude valmistamiseks. Selle põhieelis seisneb võimes saavutada pinna ülikõrge kõvadus ja kulumiskindlus karburiseerimise või süsinik-lämmastiku kaaskarburiseerimise protsesside abil, säilitades samal ajal külmsepistatud järelpingekiilude hea sitkuse.
(2) 40Cr / 45# teras
Need kaks materjali loovad tasakaalu jõudluse ja kulude vahel ning sobivad mõõdukate tugevusnõuetega stsenaariumide jaoks.
(3) Muud materjalid
Ameerika standardsüsteemis kasutatakse ka selliseid materjale nagu AISI C12L14, C11L17, 40Cr ja C45.

Käsitöönõuded
Külmsepistamine on külmsepistatud postpingekiilude põhiline tootmisprotsess, mis ei taga mitte ainult suurt täpsust, vaid suurendab oluliselt ka tootmise efektiivsust ja materjalikasutust.
【1】 Põhiline tootmisprotsess
(1) Külm peatamine / külmekstrusioon: põhiprotsess hõlmab külmotsimismasina või pressi kasutamist metallitooriku ekstrudeerimiseks ja vormimiseks toatemperatuuril.
(2) Vormimisprotsess: Tootmisprotsess hõlmab tavaliselt selliseid etappe nagu "materjali lõikamine → lameda stantsi vormimine → mitmepositsiooniline külmvormimine" ja võib valmistada külmsepistatud postpingekiilude põhikuju ühes või mitmes etapis.
(3) Protsessi eelis: külmsepistamise protsessil on äärmiselt kõrge materjali kasutusmäär, ulatudes tavaliselt üle 85%, ja täiustatud tehnikad võivad saavutada isegi kuni 99%.
【2】 Võtme töötlemise täpsus:
(1) Pinna karedus: võtmete vastaspindade, näiteks ankurdusplaadi koonuse aukude pinnakaredus on äärmiselt kõrge. Tavaliselt on koonuse aukude Ra väärtus 0,8, teiste osade puhul aga 3,2, et tagada iselukustuv jõudlus.
(2) Mõõtmete tolerants: ankurdusplaadi läbimõõdu hälve peaks olema ±0,5 mm ja koonuse nurga viga peaks olema ±0,3 °.

KKK
(1) Kas külmsepistatud pingutuskiilude materjal vastab madalal temperatuuril (nt -40 °C) vastupidavuse nõuetele?
V: Jah. Meie materjal on läbinud -40°C madala temperatuuriga löögitesti, löögienergiaga ≥ 27J (vastavalt GB/T 229 standardile).
(2) Millised on külmsepistamise eelised traditsioonilise kuumsepistamise või mehaanilise töötlemise ees?
V: Külm sepistamine (külm peatamine / külm ekstrusioon) moodustatakse toatemperatuuril ja sellel on kolm peamist eelist:
①Kõrge materjali kasutusmäär
② Suur mõõtmete täpsus
③ Hea pinnakvaliteet
(3) Millist pinnatöötlust kasutatakse?
Standardne pinnatöötlus on fosfaat + õlikate (põhiline roostevastane).
Kõrge korrosiooniga keskkondade jaoks saab valida sellised valikud nagu Dacromet või tsingi-nikli sulamist kate.
Kuumad sildid: Külm sepistatud pingutuskiilud, Hiina, tootja, tarnija, tehas
Seotud kategooria
Kuum dip -galvaniseeritud toorikuraattraat
Tsingitud terasest traat optiliste kaablite jaoks
Terasjuhed
Ümmargune traadiross
Õhusõiduki terasjuhtme köis
Roostevabast terasest traatköis
Haardekiil
Anchorage haarats
Saada päring
Palun esitage oma päring allolevas vormis. Vastame teile 24 tunni jooksul.








